

当前位置:湖南汇赢钢铁科技公司 >> 新闻中心 >> 浏览文章新闻中心
三级螺纹钢焊接及连接方法
标签:三级,螺纹,焊接,连接,方法 发布时间:2024年04月28日 点击536次
三级螺纹钢的连接方法比较多,常用的方法有焊接或者是通过切丝后用钢筋连接器来进行物理连接。下面重要来学习下三级螺纹钢及螺纹钢焊接过程中所牵涉到的详细操作知识。
1、螺纹钢焊接之前,必须要调伸长度:它影响加热条件和塑性变形,选择原则是从削减向电极的散热、确保顶锻时焊件加热部分的刚度、以及焊口加工的可能性等方面考虑。当长度过小,随向电极散热的增长易使加热区变窄,不利于塑性变形,顶锻时所需压力较大;当长度过大时,则使加热区变宽,电能消费大;当焊件较细时容易产生弯曲。调伸长度取值为:Ι级钢筋为0.75~1.25d,Ⅱ级钢筋为1.0~1.5d,直径较小的钢筋宜取较大的值。 2、螺纹钢焊接之前必须考虑闪光留量:即烧化留量,为了知足焊件均匀加热的要求。若采用余热闪光焊,则其烧化留量可比较延续闪光焊时小30%~50%网络营销,若焊件直径较粗关键词排名,则闪光留量要增大。钢筋采用延续闪光焊的烧化留量等于两钢筋切断时紧张压伤部分之和另加8毫米,预热闪光焊时烧化留量为8~10毫米,闪光—预热—闪光焊时,一次烧化留量等于两钢筋切断时的紧张压伤部分之和,二次烧伤留量不宜大于8毫米,钢筋越粗,所需的闪光留量越大。 3、螺纹钢焊接之前还要考虑闪光速度:闪光速度应随着钢筋直径的增大而降低,在闪光过程中闪光速度由慢到快,一样平常是从0~1毫米/秒、1.5~2.0毫米/秒,闪光时要求稳固张裂,以防止焊缝金属氧化。 4、螺纹钢焊接之前还要考虑顶锻速度:顶锻开始的0.1秒内应将钢筋压缩2~3毫米,以使焊口闭合,珍爱焊缝金属免受氧化。在火口紧密封闭之后,应在每秒压缩量不小于6毫米的速度下完成整个顶锻过程,顶锻速度应兴奋愉好。 5、螺纹钢焊接之前还要考虑顶锻压力:顶锻力的大小应是保证液体金属悉数挤出、并使焊件对口产生适当的变形的关键。顶锻压力应随钢筋直径的增大而增长,顶锻应在充足大的压力下快速完成。 6、螺纹钢焊接之前还要考虑顶锻留量:顶锻留量是指在闪光过程结束,将钢筋顶锻压紧后接头处挤出金属而缩短的钢筋长度。顶锻留量随着钢筋直径增长而增长,一样平常延续闪光焊为4.5~6.5毫米,闪光—预热—闪光焊为5~8毫米。其中有电顶锻留量约占2/3。 7、螺纹钢焊接之前还要考虑焊接变压器级数选择:焊接变压器级数可用调节通过钢筋端部的焊接电流来控制。焊接的钢筋直径大,选择的变压器级数要求就高,如UN1—100型对焊机,变压器节数就有有8级。一样平常在Ⅲ级到Ⅶ级内调节。 8、螺纹钢焊接之前还要考虑焊接预热时间选择:要根据钢筋级别及其直径大小来决定,预热接触时间宜介于0.5—2秒/次内选择。预热间隙时间应大于每次预热的接触时间。
9、三级螺纹钢暨螺纹钢筋连接器: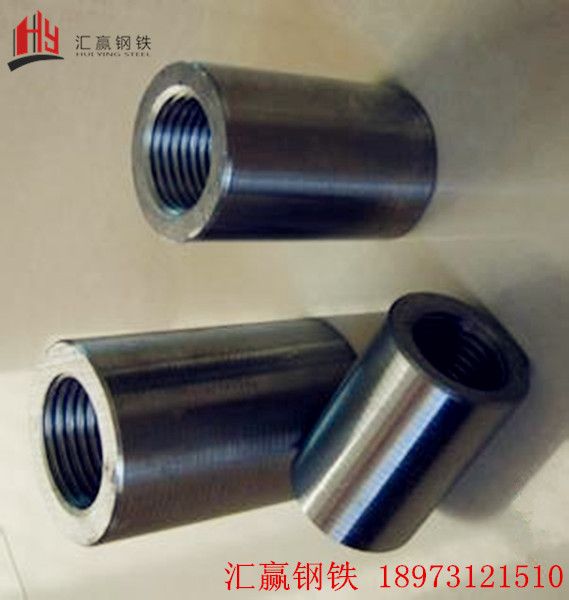
1、螺纹钢焊接之前,必须要调伸长度:它影响加热条件和塑性变形,选择原则是从削减向电极的散热、确保顶锻时焊件加热部分的刚度、以及焊口加工的可能性等方面考虑。当长度过小,随向电极散热的增长易使加热区变窄,不利于塑性变形,顶锻时所需压力较大;当长度过大时,则使加热区变宽,电能消费大;当焊件较细时容易产生弯曲。调伸长度取值为:Ι级钢筋为0.75~1.25d,Ⅱ级钢筋为1.0~1.5d,直径较小的钢筋宜取较大的值。 2、螺纹钢焊接之前必须考虑闪光留量:即烧化留量,为了知足焊件均匀加热的要求。若采用余热闪光焊,则其烧化留量可比较延续闪光焊时小30%~50%网络营销,若焊件直径较粗关键词排名,则闪光留量要增大。钢筋采用延续闪光焊的烧化留量等于两钢筋切断时紧张压伤部分之和另加8毫米,预热闪光焊时烧化留量为8~10毫米,闪光—预热—闪光焊时,一次烧化留量等于两钢筋切断时的紧张压伤部分之和,二次烧伤留量不宜大于8毫米,钢筋越粗,所需的闪光留量越大。 3、螺纹钢焊接之前还要考虑闪光速度:闪光速度应随着钢筋直径的增大而降低,在闪光过程中闪光速度由慢到快,一样平常是从0~1毫米/秒、1.5~2.0毫米/秒,闪光时要求稳固张裂,以防止焊缝金属氧化。 4、螺纹钢焊接之前还要考虑顶锻速度:顶锻开始的0.1秒内应将钢筋压缩2~3毫米,以使焊口闭合,珍爱焊缝金属免受氧化。在火口紧密封闭之后,应在每秒压缩量不小于6毫米的速度下完成整个顶锻过程,顶锻速度应兴奋愉好。 5、螺纹钢焊接之前还要考虑顶锻压力:顶锻力的大小应是保证液体金属悉数挤出、并使焊件对口产生适当的变形的关键。顶锻压力应随钢筋直径的增大而增长,顶锻应在充足大的压力下快速完成。 6、螺纹钢焊接之前还要考虑顶锻留量:顶锻留量是指在闪光过程结束,将钢筋顶锻压紧后接头处挤出金属而缩短的钢筋长度。顶锻留量随着钢筋直径增长而增长,一样平常延续闪光焊为4.5~6.5毫米,闪光—预热—闪光焊为5~8毫米。其中有电顶锻留量约占2/3。 7、螺纹钢焊接之前还要考虑焊接变压器级数选择:焊接变压器级数可用调节通过钢筋端部的焊接电流来控制。焊接的钢筋直径大,选择的变压器级数要求就高,如UN1—100型对焊机,变压器节数就有有8级。一样平常在Ⅲ级到Ⅶ级内调节。 8、螺纹钢焊接之前还要考虑焊接预热时间选择:要根据钢筋级别及其直径大小来决定,预热接触时间宜介于0.5—2秒/次内选择。预热间隙时间应大于每次预热的接触时间。
9、三级螺纹钢暨螺纹钢筋连接器:
下一篇:钢绞线生锈腐蚀征象及解决方法
产品中心PRODUCTS
联系方式CONTACT
 湖南汇赢钢铁科技公司
湖南汇赢钢铁科技公司地址:长沙市天心区新开铺路披塘金属材料大市场22栋
座机:0731-89772610
手机:189-7312-1510(李经理)
189-0073-9749(黄经理)
QQ:18973121510 / 205798683
传真:073189772610
相关链接A LINK TO THE


 Copyright © 湖南汇赢钢铁科技公司 版权所
有
Copyright © 湖南汇赢钢铁科技公司 版权所
有